

编辑|砚钧秋
前言推土机是一种用于辅助土方工程的机械设备,其在土地平整、挖掘和移动土方等方面发挥着重要作用。
然而,在重载荷下使用的过程中,推土机的销轴容易受到严重的磨损和应力集中,影响其使用寿命和性能,因此,研究人员开始将QPQ处理工艺应用于推土机的销轴,以改善其性能和耐久性。

试验背景
销轴联接是工程机械工作或行走装置中两相对运动部件铰接的主要形式,在机械工作过程中,销轴长期暴露在大气中,如果无合适的防锈措施,销轴会严重生锈,给用户和维修人员造成较大的困难,
以推土机的铲刀与其机架铰接的销轴为例,通过对各种热处理工艺的销轴进行QPQ和离子氮化处理,并通过疲劳试验、微观组织观察,以探索适用于大载荷销轴防锈技术的应用研究。

该销轴受力较大,长期使用会发生生锈、蠕变等问题,销轴材质为40Cr,基体热处理状态为调质,表面为淬火状态,其硬度为HRC52~58。
目前,推土机大载荷销轴的防锈方法主要包括磷化、发黑、电镀、镀锌或渗锌和达克罗表面处理,与电镀、镀锌表面处理工艺相比,磷化、发黑处理工艺的零部件的耐磨性和耐腐性较差。

一般在大气暴露的潮湿环境下,推土机工作6~8个月左右,外露的销轴表面将出现磨损和锈蚀现象。
另外,电镀、镀锌工艺的镀层厚度为10~110μm,镀层均匀性好且耐腐性好,但由于该工艺会给环境造成一定的污染,达克罗处理是一种比较环保的表面处理工艺,但资源少且生产成本高昂。

QPQ处理工艺实现了渗碳氮工艺和氧化工艺的复合,其处理后的金属表面组织为氮化物和氧化物的复合,该技术可以大幅度提高金属表面的耐腐蚀性,且工件热处理后的变形极小,是一种新的金属表面强化改性技术。
另外,该处理技术还有节能、绿色环保化的特点,针对QPQ处理工艺的销轴在推土机上应用的可行性进行试验研究。

试验方案
本次试验主要通过试验的方式验证销轴的疲劳强度,根据推土机顶推杆销轴承载力工况,销轴主要承受弯曲载荷,需对其弯曲强度进行试验验证。
鉴于对销轴各种工况的载荷谱采集比较难,本试验采取了对比法,即分别对表面淬火工序销轴、QPQ处理工艺销轴和离子氮化处理销轴施加相同频率的间歇性载荷,采集相关数据,对其机械性能、金相组织情况一一对比,以形成试验结论。

本次试验以某型号推土机顶推杆与机架铰接销轴为试验对象,销轴直径为85mm,长度为148mm,试验销轴分为3组,分别命名为S1组、S2组和S3组。
S1组采用QPQ处理工艺,即调质+液体氮化、发黑;S2组热处理工艺为调质+感应淬火;S3组采用整体调质+离子氮化工艺,每组销轴数量为5根,通过试验了解对销轴机械性能的影响。

推土机工作过程的3种工况分别为正常作业、意外碰撞和偏载作业,通过受力分析,确定推土机铲刀的刀角水平推土的反力F的最大值,其值是推土机具有最大顶推力和惯性力时产生的,即推土铲顶到障碍物后履带滑转时出现,该力也是顶推架铰点销轴承载的最大载荷。
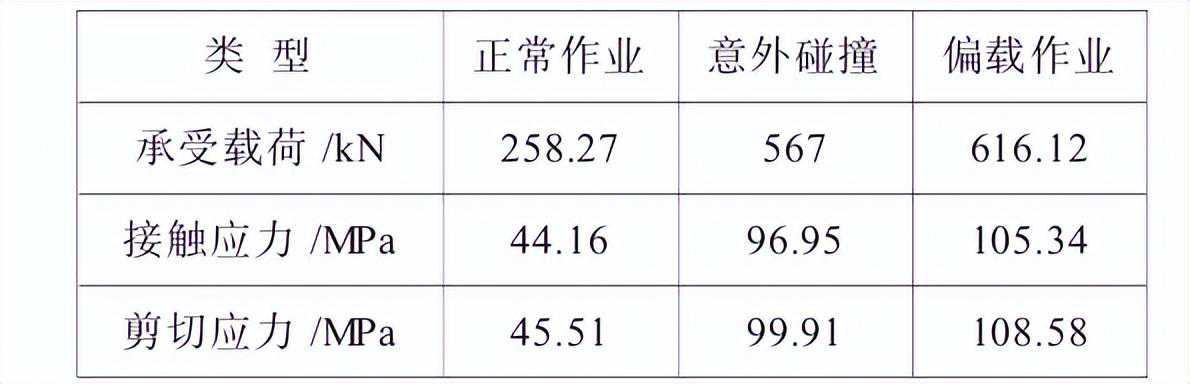
根据该型号推土机推土铲的受力,计算出不同作业工况销轴所承受的载荷、接触应力和剪切应力。

销轴接触应力的计算,销轴直径为85mm,接触长度为83mm左右,销轴通过锁板以限制其轴向和径向运动,销轴表面平均接触应力为:

式中:σ0为接触应力,MPa;P0为销轴承受的挤压力,kg;A为接触面积,mm2。
推土铲顶推架连接部件绕销轴运动,运动幅度为±60°,圆周方向为120°的扇形区域,则销轴与铲刀顶推架的接触面积为:

式中:D为销轴直径,mm;L为销轴接触长度,mm;θ为旋转角度,(°)。
剪切应力的计算:
根据销轴弯曲疲劳试验应力幅Pm与平均应力Pe间关系得到公式:

由上式可知应力比r≈0.05。
试验加载载荷以正常作业载荷的1.5倍为基础确定最终加载载荷:最大载荷387.405kN,最小载荷为19.370kN,平均载荷为203.388kN。
疲劳试验结果分析
按方案载荷对3组销轴进行逐一加载,在4Hz频率下对3组编号销轴进行试验,设定循环次数为30万次,并对加载载荷进行记录。
3.1销轴变形测量试验结束后,对试样表面进行目视检查,3种材质试样均未发现目视可见裂纹。
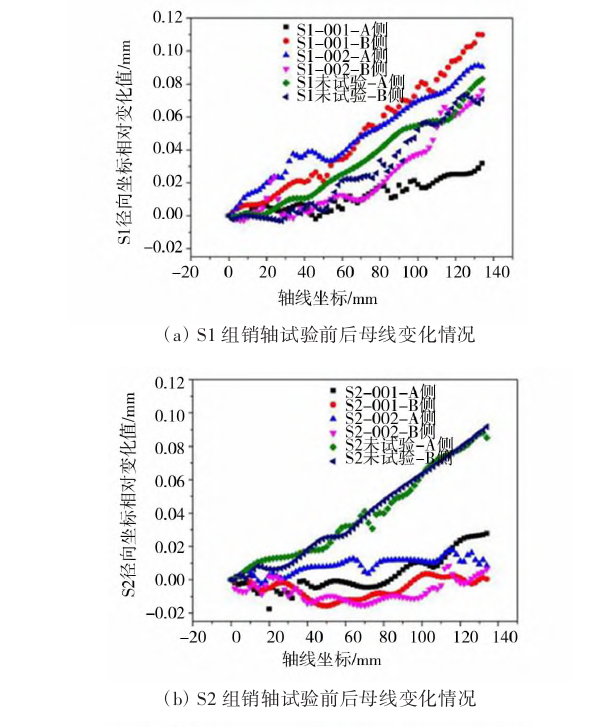
同时利用三坐标测量仪(测量精度0.001mm)对测试后试样母线进行测量,分析其因弯曲疲劳测试引起的挠曲变形情况。
S1、S2、S3组试样在特定载荷和固定循环次数疲劳试验后,对其弯曲内侧和外侧测量的母线相对于测量起始点的相对坐标。
从3组不同处理工艺试样的试验结果对比可知,S1组试样刚度最好,S2组次之,S3组刚度最小。
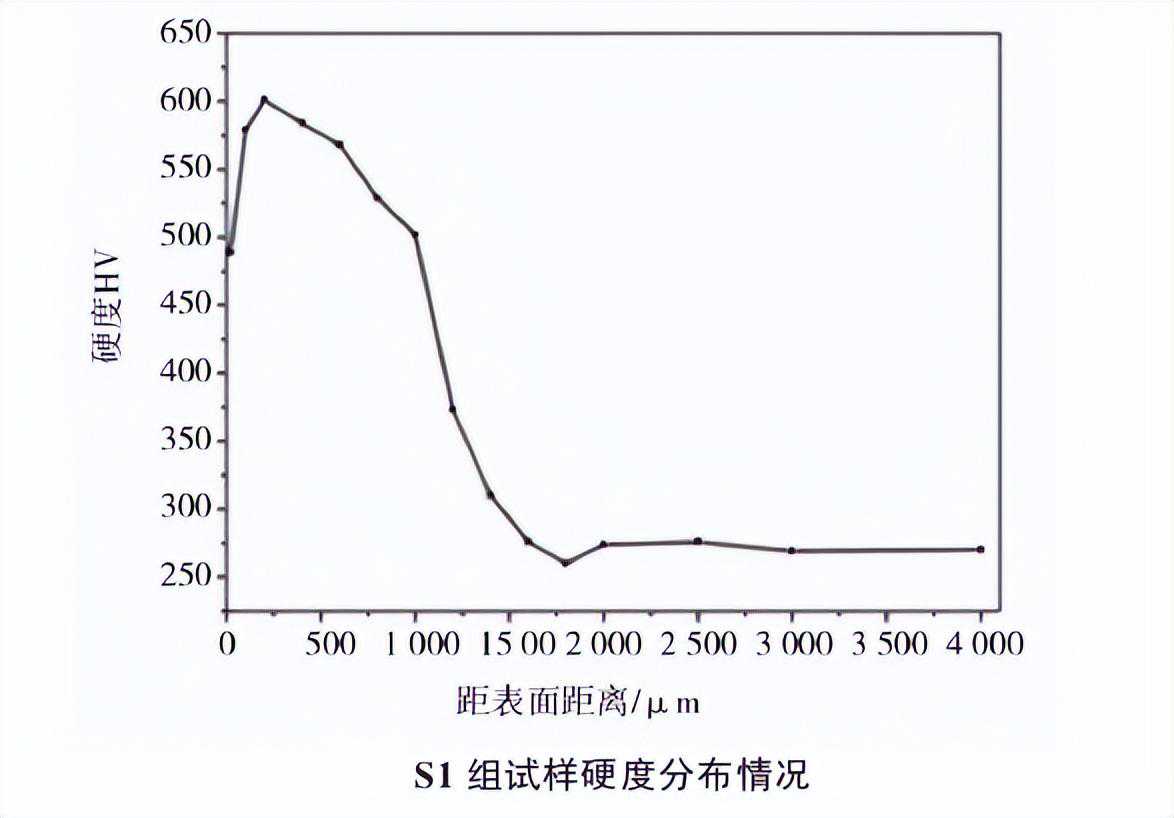
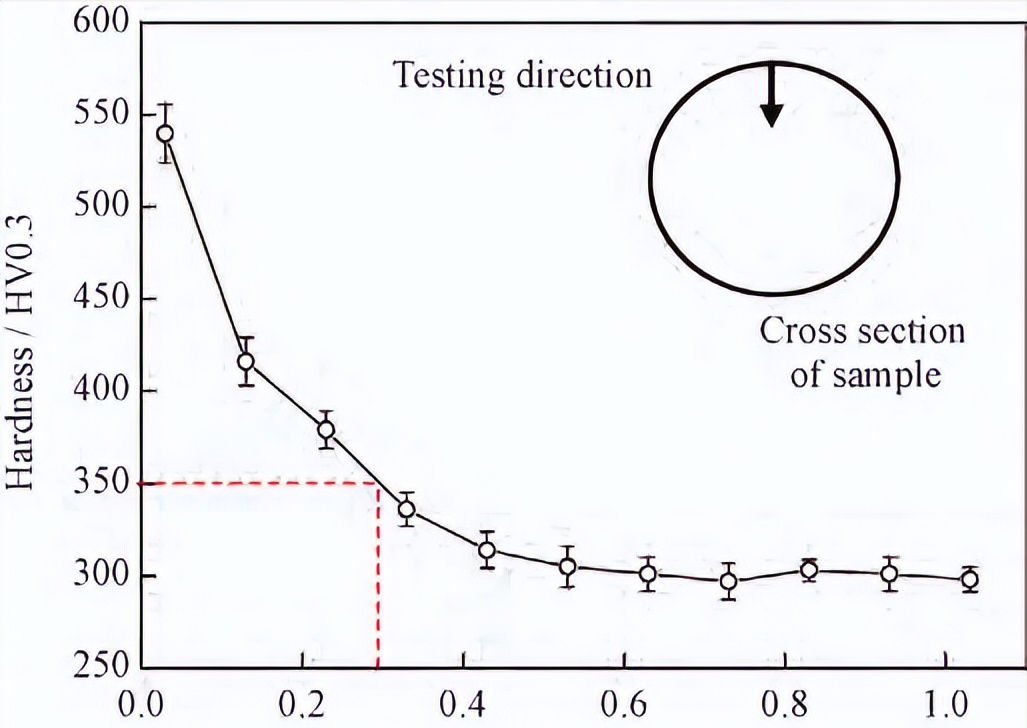
疲劳试验后,在试样中部受压一侧线切割切取样品进行微观组织和硬度测试,S1组试样疲劳试验后截面硬度如下图。
疲劳试验后表面下0~200um范围内硬度由HV480增加到HV600,200um后随着深度增加硬度逐渐下降,到1750um深度后硬度基本不变,保持在HV280水平。
试验前S1组试样表面硬度值可知,疲劳引起S1试样在表层200um范围内组织发生了疲劳软化行为,且由于越靠近表面接触压力引起的主应力越大,疲劳累积引起的软化越严重。

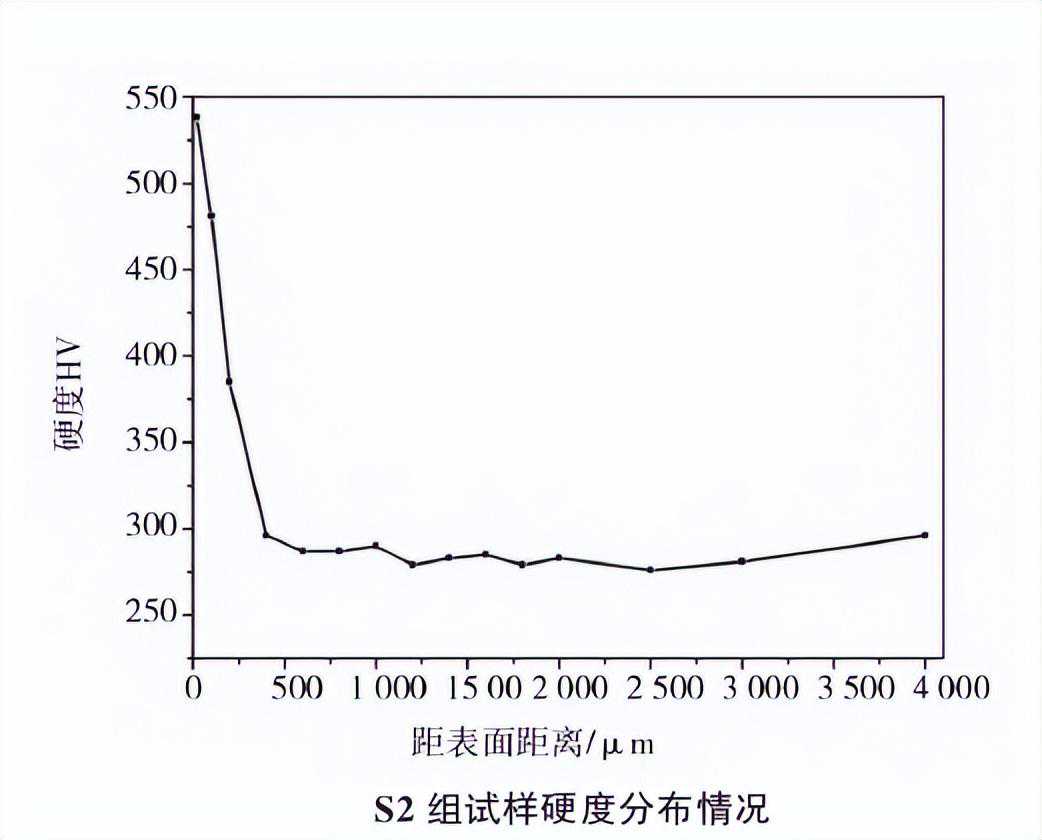
疲劳试验后表面下0~500um范围内硬度由HV530增加到HV675,500um后随着深度增加硬度逐渐下降,到2000um深度后硬度基本不变,保持在HV300水平。
对比S2组试样疲劳试验后,沿深度方向硬度分布及磨损前表面硬度测试结果可知,S2组试样在疲劳试验过程中表层发生了疲劳软化,且疲劳软化深度达到500um。

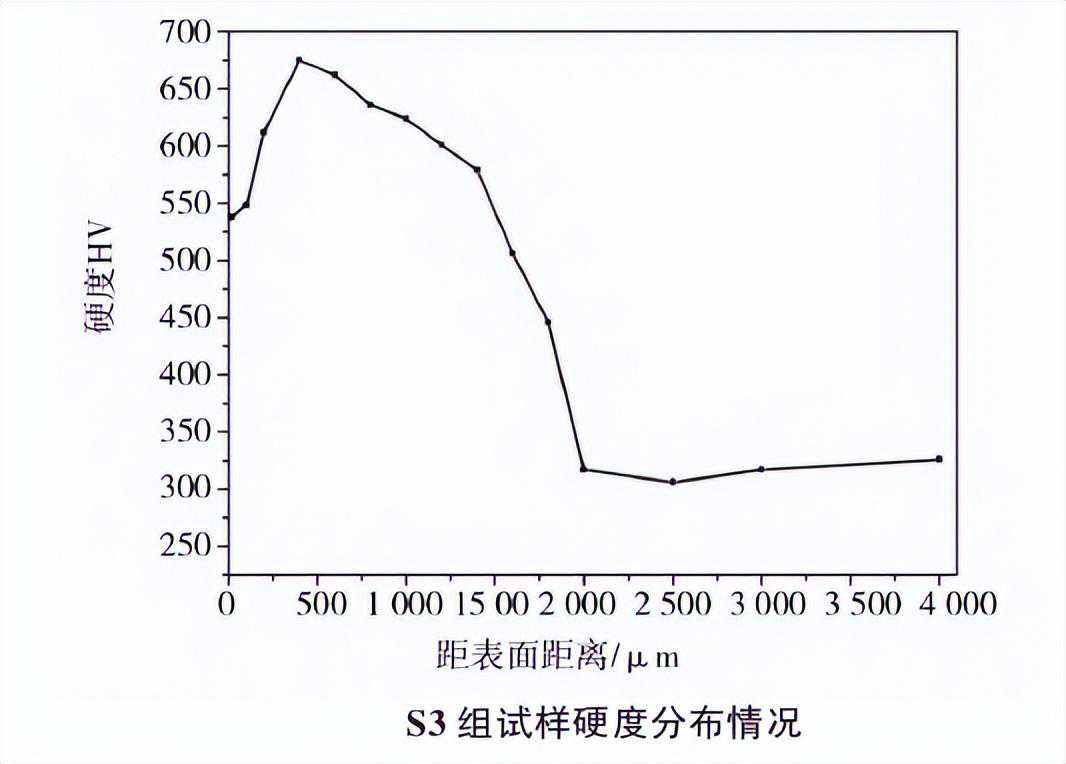
疲劳试验后表面下0~300um范围内硬度由HV530下降至HV300,硬度梯度下降陡峭,到300um深度后硬度基本保持在HV300水平不变,对比S3组试样疲劳试验后沿深度方向硬度分布及磨损前表面硬度测试结果可知。
S3组试样在疲劳试验过程中受压一侧0.2mm氮化层在反复与试验夹具接触中被磨损,硬度梯度变化基本与预热处理(调质)一致,从表面到心部一定深度范围内有明显硬度梯度。
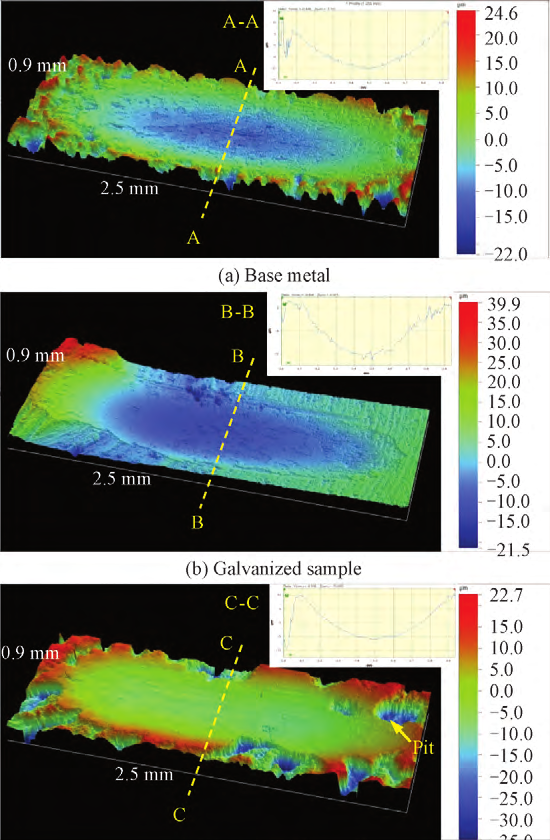
耐腐蚀试验主要从两方面进行,以验证销轴耐腐蚀情况,一方面,将S1、S2和S3组销轴放置于烟雾试验箱100h,分别在12h、48h、72h和100h进行跟踪。
S1组销轴在100h时发现点蚀现象;S2组销轴在12h时已出现斑点锈蚀,48h时,整个销轴锈蚀严重;S3组销轴在72h时出现点蚀现象。
100h后,销轴表面出现大面积锈蚀,另一方面,对S1组销轴进行整车装机验证,验证时长2年,并定时进行跟踪,QPQ处理工艺销轴未出现锈蚀问题。
通过以上试验来看,QPQ处理工艺的销轴耐腐蚀性能满足整机设计要求。

试验结果
对3种销轴进行了恒定载荷和固定循环次数下的疲劳测试,通过对测试结果分析可得到以下结论:
(1)3种工艺处理的销轴进行固定次数的疲劳测试后,对变形量检测的数据表明,调质+表面淬火工艺销轴变形,QPQ处理工艺销轴变形最小次之,调质+离子氮化工艺销轴变形最大。

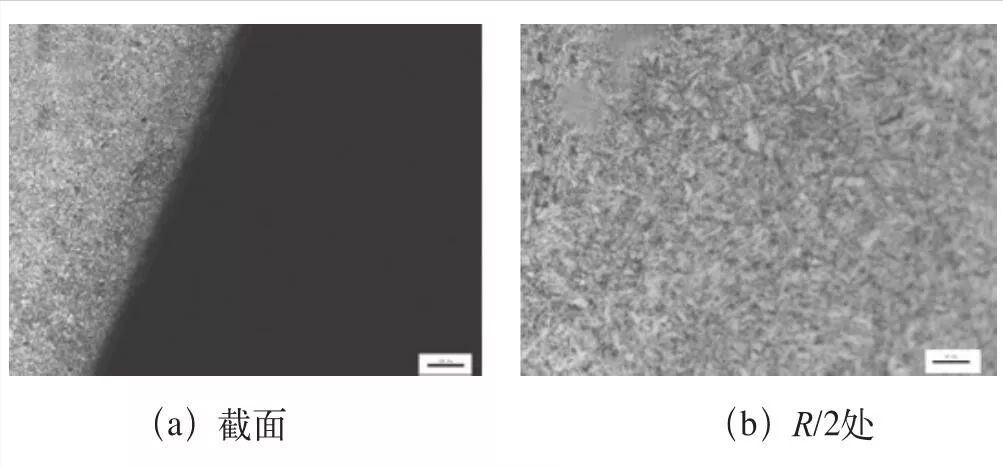
(2)分析3种工艺处理销轴的金相组织及硬化层数据,3种热处理销轴的表层均出现了组织疲劳软化行为,其软化带均位于试样受压一侧中间位置,S3组试样硬化层基本被完全磨损。
具体为:QPQ处理工艺销轴疲劳软化深度为200um;调质+表面淬火销轴试样材质表层疲劳软化深度大约为500um;调质+离子氮化销轴,由于硬化层较薄,试样反复与试验夹具接触,受压一侧0.2mm氮化层被磨损,基体硬度梯度基本与预热处理一致,有明显硬度梯度。
(3)从耐腐蚀试验来看,QPQ处理工艺销轴通过烟雾试验,销轴100h后才出现点蚀现象,装机验证2年,该工艺处理销轴未出现锈蚀问题。
综上所述,QPQ工艺处理的试样刚度最好,调质+表面淬火工艺处理的试样刚度次之,调质+离子氮化工艺处理试样的刚度最小。
因此,QPQ处理工艺应用于推土机推土铲的销轴可行,销轴刚度完全满足设计要求,由于QPQ工艺中的发黑工序可大大提高销轴的耐腐蚀性,因此可将该处理工艺销轴推广至推土机的所有部位。
结论
推土机重载荷销轴应用QPQ处理工艺的研究,为推土机的性能和耐久性提供了新的改进方法,通过QPQ处理工艺,可以增强销轴的硬度、耐磨性、韧性和抗冲击性能,降低应力集中和疲劳破坏的风险。
进一步的实验研究和应用开发有助于推进推土机工程技术的进步,为工程建设提供更可靠和高效的工程机械设备。









